
NANO機床(納米加工機)

產品介紹
產品特徵
標準搭載5軸控制
通過X、Y、Z、A、C5軸的控制,使用球頭刀、磨石等旋轉刀具的加工與以往相比,現在也可以對應旋轉工件的車削加工。
實現最小控制單位0.07nm(0.00000007mm)
由於採用了陶瓷材質的構造,最大抑制了熱變位,實現了超高精度加工。
實現平滑的軸驅動和高響應性
陶瓷製空氣軸承和直線電機的組合構成了完全非接觸的驅動,達到了平滑、高響應、無反向間隙、超高精度的軸驅動。
免維護
實現了前所未有的靜·動精度,並且能夠長期維持。
ACTIVE除振
採用X、Y、Z3軸方向的ACTIVE除振裝置,大幅度降低了地面震動等外部振動,獲得了良好的面精度。
空氣溫度的精密控制(±0.01°)
通過精密控制供應給加工機的空氣溫度(±0.01°),實現了再現性良好的超高精度加工。
產品規格
| 構造 | 氧化鋁系列陶瓷 | |
| 導軌方式 | X、Y、Z軸 | 陶瓷製空氣靜壓導軌 |
| A、C&R軸 | 空氣靜壓軸 | |
| 移動量 | X、Y、Z軸 | 100×100×55mm |
| A軸 | 180° | |
| C&R軸 | 無限制 | |
| 位置檢測 | X、Y、Z軸 | 直線光柵尺 0.07nm |
| A軸 | 雷射光編碼器 45,360萬脈衝/旋轉 | |
| C軸 | 分度:15,120萬脈衝/旋轉 | |
| R軸 | 旋轉:121萬脈衝/旋轉 | |
| 速度 | X、Y、Z軸 | 快速進給、切削進給:3,000mm/min |
| A軸 | 10min-1 | |
| C&R軸 | 分度軸(C軸):25min-1 | |
| 旋轉軸(R軸) 1000min-1 | ||
| 主軸 | 氣渦輪方式空氣靜壓主軸 50,000min-1/120,000min-1 |
|
加工樣品
機種 Ultra NANO
段差5nm的台階加工例
機種 Ultra NANO 100
| 工件 | 無電解鍍Ni-P 5mm | |
| 刀具 | 單結晶金剛石角鑽頭 | |
| 加工 條件 |
切入 | 粗 100nm |
| 精 5nm | ||
| 速度 | 粗 1000mm/min | |
| 精 300mm/min | ||
| 段差 | 5.04nm | |
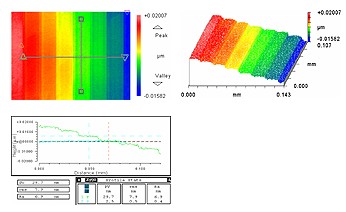
高級V溝加工例
1. V溝斜面頂部附近

| 頂部附近 | 底部附近 | ||
| 粗糙度 | 最大粗糙度(P-V) | 4.8nm | 4.6nm |
| 平均粗糙度(Ra) | 0.7nm | 0.7nm | |
| 工件 | 無電解鍍Ni-P | ||
| 刀具 | 單結晶金剛石角鑽頭 | ||
2. V溝斜面底部附近

機種 NANO-100(5軸規格)
形成無象限突起的高品位、平滑加工面
ZX平面上圓弧補償實現的圓弧形狀加工

機種 NANO-100(5軸規格)
| 加工結果調整 | R=670 mm(設計值) |
| 34.9 nm(P-V值) | |
| 5.4 nm(R.M.S值) |
通過高真值度和正確的步距精度實現了良好的形狀及面精度

機種 NANO-100(5軸規格)
| 工件 | 無電解鍍Ni-P |
| 形狀 | 120°交叉 步距20μm |
| 刀具 | V90°單結晶金剛石鑽頭 |
4旋削加工做成的非球面微鏡頭陣
專用鏡頭CAM生成的程序加工

機種 NANO-100(5軸規格)
| 工件 | 無電解鍍Ni-P |
| 加工方法 | 同时4軸 旋削加工 |
| 形狀 | 口徑0.25×4個 非球面形狀 |
超硬合金鏡片模具的研削加工例

| 工件 | 微细粒子超硬合金 |
| 形狀 | SR15 |
| 刀具 | #800金剛石磨石 |
| 加工方法 | 交叉研削 |
| 最大粗糙度 | PV3.1nm |
| 平均粗糙度 | Ra0.5nm |
| 輪廓精度 | ±20nm |