
NANO機床(納米加工機)

附加檔
AZ250.pdf產品介紹
產品特徵
無過懸的BOX構造
為適應高速、高加速度的運轉,採用了具備高剛性、低重心、不會產生過懸的BOX構造。
最小控制單位3nm
搭載了最小分解能3nm的光柵尺和AC無芯直線電機,實現了高精度、高響應驅動。
能量抵消型雙直線電機驅動方式的採用
在X、Y軸上搭載了反向軸。反向軸通過與X、Y驅動軸進行相反位相的驅動,抑制了高加速度驅動所產生的振動和重心位置的變化,實現了高精度、高效率加工。

通過促使反向軸在與加工工作台相反的位相進行動作,降低了重心位置的變動以及高加速度驅動中發生的振動,抑制了加工精度和加工面精度低下的現象。
120,000min-1高速主軸的搭載
搭載了無發熱、旋轉精度高的空氣靜壓軸·氣渦輪方式的主軸(120,000min-1)。
採用自動熱裝方式
刀具通過直接熱裝的方式安裝在主軸上。對於熱裝方式,(1)由於刀具軸部是被大面積夾持,主軸高速旋轉時對刀具的夾持力不會下降(不會鬆弛);(2)具有刀具交換精度高等優點。能夠自動交換15把刀具。

工件·刀具的測定功能搭載
通過使用球狀接觸探針的接觸感知法(電氣的接觸感知)測定工件位置,並利用雷射光測定刀具徑和長度。與自動刀具交換裝置的結合使用實現了高精度加工的自動運轉。
產品規格
| 機構部 | 行程 X/Y/Z | 250 ×150 ×100mmXY軸+100mm(輔助行程) |
| 相反軸动作X/Y | 150 ×150mm | |
| 驅動系统X/Y/Z | AC無芯電機 | |
| 直線光柵尺 | 最小分解能3nm | |
| 最小輸入單位 | 0.00001mm | |
| 切削·定位速度 | 5,0000mm/min | |
| 加速度X/Y/Z | 2/1.5/2G 加工時0.5G | |
| 導軌X/Y/Z | 交叉滾柱導軌 | |
| 最大工件重量 | 5kg | |
| 主軸 | 最高旋轉數 | 120,000min-1 |
| 軸承&驅動 | 空氣靜壓軸 氣渦輪方式 | |
| 刀柄系统 | 刀柄方式 | 主軸固定熱裝式 |
| 刀柄徑/長 | Ф4/20mm | |
| 加熱方式 | 高頻率誘導熱裝式 2MHz 1KW 加熱時間10~15秒 | |
| 交换精度 | 2μm以下 標準刀具尖端 | |
| 自動交换刀具數 | 30把 | |
| 測定 | 刀具長·徑測定 | 雷射光方式(最小徑φ0.05) |
| 工件測定 | 接觸感知方式(同於電火花放電加工機) |
加工樣品
機種 AZ250
多個型腔加工

| 工件 | 同于SKD11(60HRC) | |
| 刀具 | CBN R0.1 | |
| 加工 條件 |
Ad | 2μm |
| Rd | 5μm | |
| F | 1,200mm/min | |
| 主軸旋轉 速度 |
120,000 min-1 | |
| 刀具磨耗 | 3 μm/100个 | |
| 切削長 | 100m | |
| 加工時間 | 2分/个×100个=200分 | |
| 加工深度 | 0.2mm | |
機種 AZ250
測定V90°步距20 μm的連續溝斜面的步距
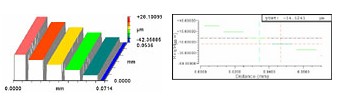
| 刀具 | V90° 單結晶金剛石鑽頭 |
| 加工 方法 |
成型加工 |
| 理論值 | 14,142 μm |
| 實測值 | 14,142 μm |
高速加工(高加速度)中刀具路徑沒有不參齊的現象
